


HFGW will design and simulate the Crashworthiness of Carbody and in compliance with all sort of major Specs. The design will be Validated through MBD & FEA tests. The Material which will be used will also share the technical data sheet along with the Strength & Chemical Composition W.R.T 35 years of Lifespan.
Coach Set
Coach Set
Coach Set
Coach Set




Cnc Bending Machines Are Computer-controlled Machines Used To Bend Sheet Metal, Tubes.

High-powered Laser Beam To Cut Through Various Types Of Materials.





| Sn | Characteristics | Standard / Test Method | ||
|---|---|---|---|---|
| Chemical Properties Check | ||||
| 1 | Chemical Composition Check Test | ASTM E – 1086 – 2014 (Spectro) | ||
| Mechanical Test | ||||
| 2 | Tensile Strength | Is 1998-62 | ||
| 3 | Shear Pull Test | Iso-14273 | ||
| 4 | Macro Etch Test For Fusion Of Fillet Weld | Iso-17639 By Microscope | ||
| 5 | % Age Elongation At Break | Is 1998 | ||
| 6 | Peel Test & Chisel Test Of Spot Welds | Iso-14270 | ||
| 7 | Root Bend, Face Bend Tests For Butt Welds | Icf / Md / Spec / 200 Rev-04 | ||
| 8 | Hardness | Iso-14271 | ||
We are following above mention standards and test.
Inspect the raw materials before the manufacturing process. The inspection should include checking the quality of the raw materials, whether they are free from defects, cracks, or damage that could affect the final product's quality.
Checking for proper handling of materials, accurate measurements, and proper assembly of parts. This will ensure that the product is being manufactured as per the quality standards
Regular maintenance of equipment used in the manufacturing process, such as cutting machines, polishing machines.
Regular training and development of employees can improve their knowledge and skills, as well as their understanding of the importance of maintaining quality.

Third party Like RITES inspection has done for final products.

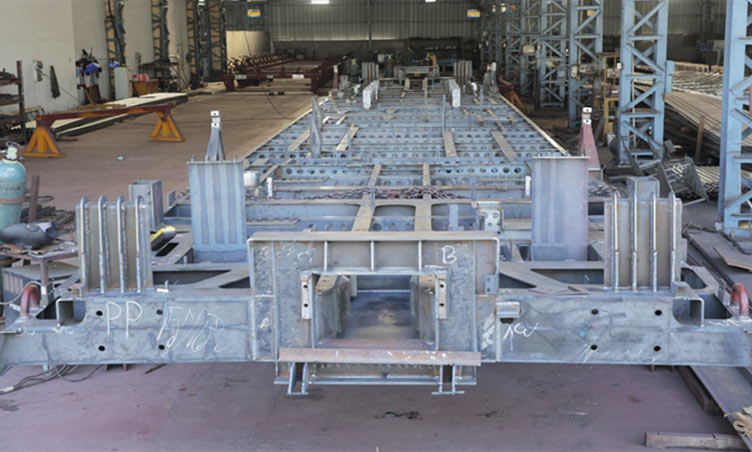
First Underframe is loaded inside fixture & additional STOPPER / SUPPORT are applied from outside.

Endwall is fixed on both NPP and PP End and its welded after giving a support from ADJUSTABLE TIE ROD.

Sidewall is fitted on underframe and its supported by ADJUSTABLE TIE ROD & ADDITIONAL SUPPORT CLAMPS from outside, at the end the door cutout is fitted and welded.

Roof in the last part to be mounted on Sidewall and its welded by adjusting the Carline and Sidewall with the help of the ADJUSTABLE TIE ROD & ADDITIONAL SUPPORT CLAMPS. Once it is done then FLAT ROOF is loaded and welded.




